High-Performance Alloys for Resistance Welding
Resistance welding demands alloys that combine high electrical and thermal conductivity with superior wear resistance. Conventional materials often fail to balance these requirements, leading to frequent replacements and increased costs. AMPCOLOY® high copper alloys deliver the perfect combination of conductivity, strength, and durability, ensuring reliable performance and extended service life in resistance welding applications.

Why Choose AMPCOLOY® Alloys for Resistance Welding?
- High thermal & electrical conductivity for efficient welding
- Superior wear resistance extends electrode and die life
- High strength withstands heavy loads
- Consistent performance at elevated temperatures
- Reduced downtime and improved productivity

Applications Across Resistance Welding

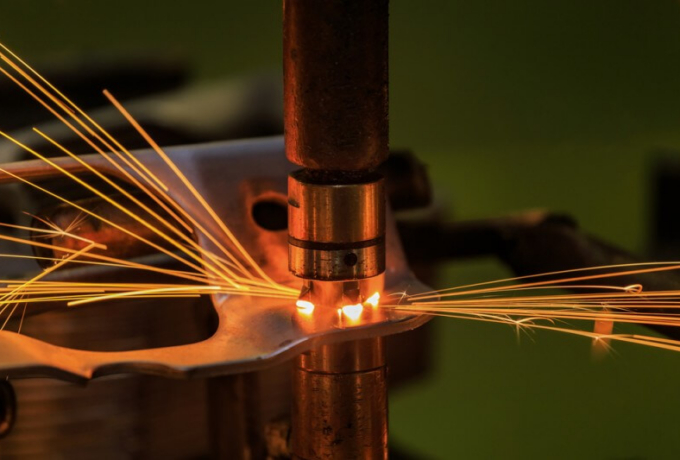
Electrodes
Deliver high conductivity and strength
Result: efficient, reliable welding
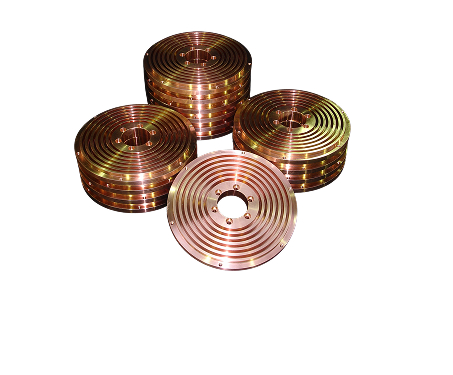
Seam Welding Discs
Provide consistent welding quality
Result: efficient, reliable welding

Flash Welding Dies
Resist wear and deformation
Result: efficient, reliable welding
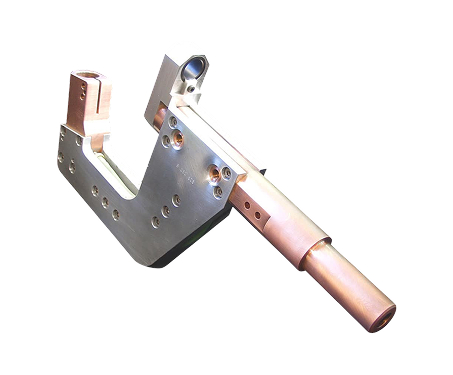
Electrode Holders
Support stability and alignment
Result: efficient, reliable welding
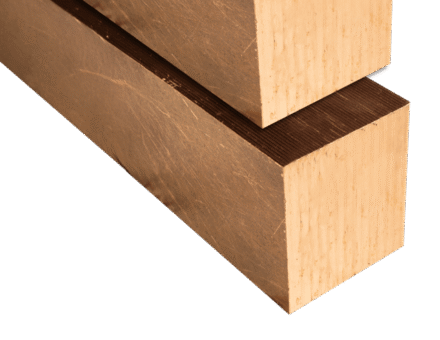
Wear Components / Surface Performance
- AMPCOLOY® alloys outperform conventional copper alloys in welding applications thanks to their exceptional combination of conductivity, hardness and strength
- Provide superior conductivity and durability
- Extend electrode and tooling service life, reducing costs

Featured Alloys for Resistance Welding

AMPCOLOY® 940 / 972
Beryllium free and highly conductive
Usage: Spot welding electrodes
Proven Results

Extended electrode life compared to conventional copper alloys

Reduced downtime and tooling replacement costs
Improved welding quality and consistency
Let us help you find the best
AMPCOLOY® alloys set the standard for resistance welding by combining high conductivity, wear resistance, and durability. They help manufacturers reduce costs, improve quality, and extend the service life of their welding equipment.

Academy





Contact Us
Our experts are ready to support you with alloy solutions tailored to your needs.
Reach out and let’s find the right path forward together.
Technical Advice
Get expert guidance for your application needs
Solve challenges with tailored alloy recommendations
Optimize performance through proven technical expertise
Request a Quote
The only producer
of AMPCO® and AMPCOLOY®
Responsive & Reliable: fast turnaround with consistent quality
Trusted Quality:
110+ years of metallurgical expertise
Global Partner: present on 4 continents with local support