High-Performance Alloys for Die Casting
Die casting requires materials that can withstand extreme wear, thermal stress, and repeated cycles under harsh conditions. Conventional steels and alloys often fail prematurely, resulting in downtime and increased costs. AMPCO® and AMPCOLOY® alloys provide exceptional wear resistance, superior thermal conductivity, and outstanding durability, making them ideal for plunger tips, sleeves, and other die casting components.

Why Choose AMPCO® Alloys for Die Casting?
- Exceptional wear resistance under extreme stress due to high hardness & strength
- Superior thermal conductivity for efficient cooling (up to 320 W/m*K)
- High strength and toughness for long service life
- Non-galling properties reduce maintenance
- Reliable performance in high-temperature environments

Applications Across Die Casting

Pistons & Plunger Tips
Withstand high pressure and wear
Result: extended tool life and reduced downtime

Venting Blocks
Improve gas evacuation and thermal management
Result: reduced porosity, fewer casting defects, and longer die life

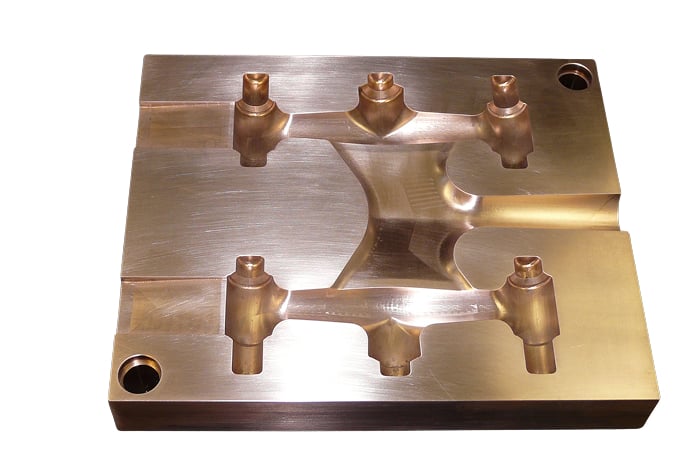
Molds
Provide efficient heat transfer and resist wear under repeated cycles
Result: improved casting quality, shorter cycle times, and extended tool life
Wear Components / Surface Performance
- High mechanical properties ensure long service life even under challenging conditions
- High thermal conductivity improves cooling efficiency
- Outperform traditional steels in wear resistance and durability due to improved thermal resistance
Featured Alloys for Die Casting


Proven Results

Plunger tip life extended significantly compared to standard steels

Reduced downtime from premature tool failure
Improved casting quality through superior cooling performance
Let us help you find the best
AMPCO® and AMPCOLOY® alloys redefine die casting reliability by combining strength, thermal conductivity, and wear resistance. These alloys deliver longer-lasting components, improved casting quality, and reduced maintenance costs.

Academy





Contact Us
Our experts are ready to support you with alloy solutions tailored to your needs.
Reach out and let’s find the right path forward together.
Technical Advice
Get expert guidance for your application needs
Solve challenges with tailored alloy recommendations
Optimize performance through proven technical expertise
Request a Quote
The only producer
of AMPCO® and AMPCOLOY®
Responsive & Reliable: fast turnaround with consistent quality
Trusted Quality:
110+ years of metallurgical expertise
Global Partner: present on 4 continents with local support