High-Performance Alloys for Deep Drawing
Deep drawing is a demanding forming process used to produce complex shapes with precise tolerances, often in industries like automotive, aerospace, and consumer goods. Tool steels in these applications are prone to galling, excessive wear, and inconsistent performance. AMPCO® alloys are engineered to solve these challenges with their non-galling properties, high wear resistance, and ability to deliver consistent, high-quality results even in demanding conditions.

Why Choose AMPCO® Alloys for Deep Drawing?
- Non-galling properties prevent adhesion and improve part quality
- High wear resistance extends tool service life
- Excellent surface finish with reduced friction
- Superior dimensional stability under forming pressures
- Reduced scrap rates and improved productivity

Applications Across Deep Drawing

Dies
Shape sheet metal into precise forms
Result: consistent, high-quality parts

Punches
Deliver precision and durability
Result: longer tool life
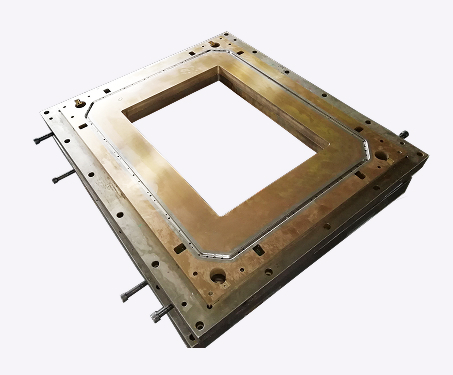
Inserts
Support critical forming zones
Result: superior surface finish and reduced defects
Documents Download
Featured Alloys for Deep Drawing

Proven Results

Extended tool life compared to traditional steels
Reduced maintenance and downtime
Higher part quality with superior surface finishes
Wear Components / Surface Performance
- AMPCO® alloys resist galling and wear, even with stainless steel sheets
- Provide consistent surface finishes throughout tool life
- Reduce downtime by outperforming conventional tool steels

Let us help you find the best
AMPCO® alloys bring reliability and consistency to deep drawing operations. By reducing wear and galling, they ensure better productivity, improved part quality, and lower overall costs.

Academy





Contact Us
Our experts are ready to support you with alloy solutions tailored to your needs.
Reach out and let’s find the right path forward together.
Technical Advice
Get expert guidance for your application needs
Solve challenges with tailored alloy recommendations
Optimize performance through proven technical expertise
Request a Quote
The only producer
of AMPCO® and AMPCOLOY®
Responsive & Reliable: fast turnaround with consistent quality
Trusted Quality:
110+ years of metallurgical expertise
Global Partner: present on 4 continents with local support